







高速数控龙门高速钻铣床进口配置厂家
启动力高速钻床机床全铸件与焊接件机床的差别
高速钻铣床的加工精度与效率,取决于机床的结构和刚性。机床刚性与精度俱佳的决定性因素就是机床床身、横梁的结构合理、强度高。而钢板焊接件,不可避免的会有焊缝和热变形,而且变形量大到可以用毫米来计算,所以对于对于加工精度和光洁度越来越高的产品不适合使用焊接件的机床。国外的大品牌精密机床,无一例外都是铸件床身为主。且经过500小时以上的人工刮研,切实保障了机床的高刚性和加工精度。高速钻床的床身全铸件,优势明显:一是减震,机床在运行时不震动,特别是被加工的工件材质不均匀,行刀时刀具会出现震动,这些震动都会被床身吸收,因此容易保证加工精度;二是稳定,工业生产中对于高速钻床要的就是效率与精度,全铸件的机床稳定性更有保障。
高速数控龙门高速钻铣床进口配置厂家
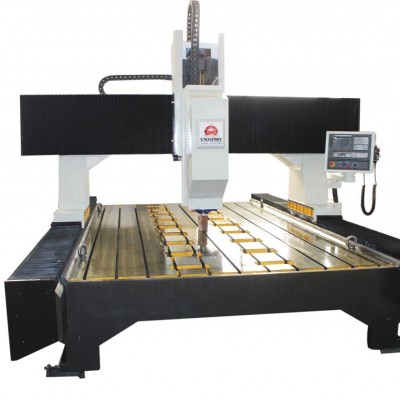
1.床身工作台:
床身系整体铸造而成,经人工时效热处理去除内应力后加工,动静刚性具佳,不变形。工作台面开有T型槽 ,槽间距200mm便于工件的装夹。工作台zui大承重5吨。床身左、右侧面上布置超高承载力的直线导轨副和精密丝杠副。驱动系采用伺服电机和精密丝杠副驱动,使龙门作X轴方向移动。床身底面上分布有可调螺栓,可以方便地调整床身工作台的水平。
2.移动式龙门
龙门系整体铸造而成,经人工时效热处理去除内应力后加工,动静刚性具佳,不变形。在龙门前侧安装有两条超高承载力的滚动直线导轨副。并在上方安装有一套精密滚珠丝杠副及一台伺服电机,使动力头滑板作Y轴方向移动。在动力头滑板上安装一个钻削动力头。龙门的移动是由伺服电机带动滚珠丝杠的旋转来实现的。
3.数控动力头滑板
Z方向低俗大扭矩伺服电机经齿形同步带和滚珠丝杠副驱动钻削动力头实现动力头快进、工进、快退、停止等动作。具有自动断屑、退屑、暂停功能。
4.钻削动力头
钻削动力头采用主轴伺服电机,通过齿形同步带带动精密主轴。进给为伺服电机和滚珠丝杠驱动。X、Y轴能够联动,采用半闭环控制,能够实现直线、圆弧插补功能。设定高度后,当钻头快进接触工件,可自动转换为工进。当钻头钻透工件后,可自动转换为快退,实现自动进给循环。工作进给速度由数控调整设定。
机床精度执行标准
GB/T9061-1988.金属切削机床通用技术条件。
GB5226-1-2002.机械安全、机械电气设备通用技术条件。
JB/T10051-99金属切削机床液压系统通用技术条件。
JB/T6105-92数控机床液压泵站技术条件。
JB/T7452-94数控机床润滑系统供油装置技术条件。
JB/T8356.2-96机床包装技术条件。
GB15760-1995.金属切削机床安全防护通用技术条件。
机床计量单位采用法定单位。
机床几何精度、工作精度、数控精度,按照现行标准及相关标准制定的出厂精度检验单执行。
高速数控龙门高速钻铣床技术参数:
型号 | QDLPD2020 | |
zui大加工工件尺寸 | zui大钻孔及铣削中心距(长×宽)(mm) | 2000×2000 |
zui大加工钻孔深度(mm) | 200 | |
T型槽尺寸 | 22mm | |
钻铣削动力箱 | 数量 | 1 |
主轴锥孔 | BT50加工中心电主轴 | |
zui大钻孔直径(mm) | Φ20 | |
| ||
主轴转速(r/min) | 2000 | |
伺服主轴电机功率(kW) | 11kW | |
主轴下端面到工作台面距离(mm) | 100-600 | |
动力头纵向移动 (X轴双驱) | zui大行程(mm) | 2000 |
X轴移动速度(m/min) | 0-9 | |
X轴伺服电机功率(kW) | 3.4KW/22Nm | |
X轴直线导轨 | 45(2条) | |
X轴滚珠丝杠 | 5010(2条) | |
动力头横向移动 (Y轴) | zui大行程(mm) | 4000 |
Y轴移动速度(m/min) | 0-9 | |
Y轴伺服电机功率(kW) | 3.4KW/22Nm | |
Y轴直线导轨 | 45(2/条) | |
Y轴滚珠丝杠 | 4010(1条) | |
动力头滑台垂直行程(Z轴) | Z轴行程(mm) | 500 |
Z轴进给速度(m/min) | 0-5 | |
Z轴伺服电机功率(kW) | 2.4KW(带抱闸) | |
Z轴直线导轨 | 45(2/4条) | |
Z轴滚珠丝杠 | 5020(1条) | |
定位精度 | X、Y、Z轴(mm) | ≤0.05/1000 |
重复定位精度 | X、Y、Z轴(mm) | ≤0.03/1000 |
刀库(选配) | 直排式刀库 | 无 |
排屑和冷却 | 排屑器型式 | 平板链式 |
排屑速度(m/min) | 1m/min | |
排屑器电机功率(kW) | 4000W | |
冷却 | 冷却泵电机功率(kW) | 400W |
机床外形尺寸 | 长×宽×高(mm) | 约 2800*3500*2800 |
机床形式 | 铸铁整体铸造加工 | 铸铁整体铸造加工 |
机床总重量 |
| 约15吨 |
机床主要外购件配置
1.滚动直线导轨 中国台湾ABBA
2.滚珠丝杠 中国台湾TBI
3.伺服电机、驱动器 凯恩帝
4.中心出水精密电主轴 泰安轴研科技
5.配套驱动器 北京超同步
6.控制系统 凯恩帝
7.其它辅助元器件 国内厂家(德力西,欧姆龙,明伟等)
8.传动同步带 宁波贝蒂
9.传动轴承 日本NSK
随机附件:随机提供的附件
1)、床身调整垫铁 全套
2)、扳手 1套
3)、常用扳手 1套
4)、吊环 1套
5)、BT50钻柄 3件
随机提供的技术文件
1)、机床精度检验记录单、机床合格证
2)、机床装箱单
3)、地基图、机床使用说明书
4)、控制系统资料
5)、维修(诊断)资料
人员培训
1. 供方免费为需方培训编程及操作人员、机械维修、电气维修:编程、操作人员应具有高中以上文化水平,或多年相关工作经验者,1-2人,机、电维修人员应具有大专以上文化水平或多年专业维修经验人员,1-2人;
2.设备相关操作人员的培训在需方设备安装现场进行,具体培训时间由现场实际状况双方协定。
3.产品到厂后免费进行安装调试。
4.产品投产使用初期,配合甲方操作使用,熟悉产品性能,直到甲方完全掌握为止。
5.提供终身技术服务,并及时有偿提供备品配件和维修等方面的支持。