






| 类型 : | 数控车床 | 品牌 : | 创能数控 |
| 控制形式 : | 数控 | 布局形式 : | 卧式 |
| 产品类型 : | 全新 | 售后服务 : | 一年质保 |
| 型号 : | CK6130 | 主电机功率 : | 3KW |
| 外形尺寸 : | 1530*960*1410 | 加工精度 : | 高精度 |
| 加工长度 : | 450mm | 加工直径 : | 160mm |
| 回转直径 : | 320mm | 主轴转速级数 : | 80-2900rpm |
| 主轴通孔直径 : | 48 | 安装形式 : | 落地式 |
| 适用行业 : | 通用 | 动力类型 : | 电动 |
| 适用范围 : | 专用 | 是否库存 : | 是 |
本机床具有独特美观的造型,具有高速,精密, ,车削各种形状复杂零件的特点,事宜于汽配,摩配,阀门等零件的大批量加工。也事宜于中小批量生产。
1. 工作装夹形式;弹簧夹头,液压卡盘。
2. 标准电脑配置广州数控。
3. 机床附件,控制系统可根据用户要求选择。(四.六工位刀架,排刀刀架任选;液压卡盘,液压油缸任选)
功能特点
1.加工精度高,具有稳定的加工质量.
2.可进行多坐标的联动,能加工形状复杂的零件。
3.加工零件改变时,一般只需要更改数控程序,可节省生产准备时间。
4.机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3--5倍)。
5.机床自动化程度高,可以减轻劳动强度。
6.对操作人员的素质要求较高,对维修人员的技术要求更高。



数控车床厂家今天为您分享的内容是数控车床的基础功能之刀具功能(T功能)有兴趣的朋友一起来了解一下吧。
刀具功能(T功能)
刀具功能也称为T功能,用于指令加工中所用刀具号及自动补偿编组号的地址字,其自动补偿内容主要指刀具的刀位偏差及刀具半径补偿。在数控车床中,其地址符T的后续数字主要有以下2种规定。
① 两位数规定,如本书介绍的GSK928TA的经济型数控系统中,就采用两位数的规定: 位数字一般表示刀具号,常用0~8共9个数字,其中0表示不转刀,末位数表示刀具补偿的编组号,常用0?8共9个数字,其中0表示补偿量为零。例:T23表示将2号刀转到切削位置,并执行第3组刀具补偿值。
② 四位数的的规定:对刀具较多的数控车床或车削中 心,其数控系统一般规定,其后续数字为四位数,前2位为刀具号,后两位为刀具补偿的编组号或,同时为刀尖圆弧半径补偿的编组号。例:T0203表示将2号转到切削位置,并执行第3组刀具补偿值。
数控车床厂家今天为您分享的内容是数控车床的基础功能之准备功能(G功能),有兴趣的朋友一起来了解一下吧。
准备功能也称为G功能(或称为G代码),它是用来指令车床工作方式或控制系统工作方式的一种命令,G功能由地址符G和其后的两位数字组成(00?99),从G00到G99共100种功能,用以指令机床不同的动作如用G01来指令运动坐标的直线进修。
G代码有单次G代码和模态G 代码之分,单次G代码只限于被指令的程序段中有效,而模态G代码在同组G代码出现之前,其代码一直有效。
目前,国内外的数控车床G代码广泛使用ISO代码,但其标准化程度不高,指定功能代码少,指(不能用于其它功能的代码),而不指定代(指在将来有可能规定其它功能的代码)和永不指定代码(指在将来也不指定其功能的代码)的较多不数控系统G代码功能并非一致,使得不同数控系统的编程差异较大,故必须按照所用数控系统的说明书的具体规定使用。
数控车床的控制系统智能化程度非常高,一般有故障自我诊断功能。一般情况下,发生故障时都有报警信息出现,按照说明书中的故障处理方法检查,大多数的故障都能找到解决方法。当然,数控车床在使用中也有些故障即无报警,现象也不明显。对这种情况,处理起来可不像有据可查的那样简单了。
对这种故障处理,当维修人员缺乏一定的工作经验时,处理时常会做出错误的判断,造成不必要的经济损失或延长维修时间。要查清这类故障的原因,首先必须从纵横交错的各类表面现象中,找出它的真实现象,再从确认的故障现象中,找出发生的原因。下面总结一些数控车床常见的无报警故障的处理分析方法:故障案例一、在数控车床在使用中,出现手动移动正常,自动回零时移动一段距离后不动,重开手动移动又正常数控车床使用经济数控,步进电机,手动移动时,由于速度稍慢移动正常自动回零时,快速移动距离较长,出现机械卡住现象。

数控系统(此配置为可选配置)
数控系统采用广数、凯恩帝、西门子、发那科等国内外品牌系统,系统性能优越,功能强大。

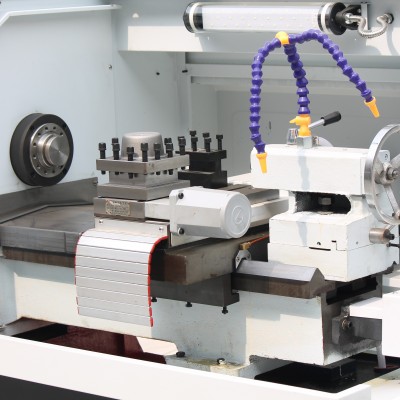
高精密数控刀架
无触点发讯,对销反靠,采用国际先进的三端齿精定位,螺纹升降夹紧。

给进系统(加工精度0.001mm)
X轴和Z轴均采用超精密滚珠丝杆,保证加工精度和定位精度,以及精度保持性。
数控(英文名字:Numerical Control 简称:NC)技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。数控一般是采用通用或专用计算机实现数字程序控制,因此数控也称为计算机数控(Computerized Numerical Control ),简称CNC,国外一般都称为CNC,很少再用NC这个概念了。 它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。数控技术是与机床控制密切结合发展起来的。1952年, 台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。
数控技术也叫计算机数控技术(CNC,Computerized Numerical Control),它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入操作指令的存储、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成,处理生成的微观指令传送给伺服驱动装置驱动电机或液压执行元件带动设备运行。
传统的机械加工都是用手工操作普通机床作业的,加工时用手摇动机械刀具切削金属,靠眼睛用卡尺等工具测量产品的精度的。现代工业早已使用电脑数字化控制的机床进行作业了,数控机床可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。这就是我们说的数控加工。数控加工广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。
数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量 ,覆盖面 广的一种数控机床,约占数控机床总数的25%。数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。是机械制造设备中具有高精度、 率、高自动化和高柔性化等优点的工作母机。数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视并得到了迅速的发展。
廊坊创能数控机械设备有限公司专业生产制造数控加工中 心、数控车床、钻工中 心的企业位于经济发达的京津冀交汇处廊坊市大城县城西工业区,临近廊沧高速大城出口,交通便捷。公司集数控机床研发、设十制造、销售、安装、维护于一体,拥有同行业水平的生产设备技术和 的售后服务。
本公司可为客户进行设备现场安装、调试,并为客户提供相关工艺技术、生产管理及人员培训。面对新的历史发展时期,我公司将一如既往执行‘’质量为先、用户至上“的经营原则。向客户提供更多、更好的优质产品和服务,不断满足广大用户的需求。竭诚欢迎中外新老客户来函,洽谈、指导,共图事业发展。
公司宗旨:勇于创新、开拓进取、以诚信取胜。
欢迎新老顾客前来致电。
咨询热线:刘胜军 1 3 0 2 1 8 3 9 6 5 5
数控车床维护
01.使用注意事项
1.数控车床的使用环境:数控车床应放置于有恒温条件的环境中,并远离震动较大和有电磁干扰的设备。
2.电源要求:请使用380V/50hz三相交流电。
3.日常维护:按操作规程进行定期维护、保养。
4.保存期限:数控车床不宜长时间封存。
5.技术培训:注意培训和配套操作人员、维修人员及维程人员。
02.数控系统维护
1. 严格遵守操作规程和日常维护制度。
2. 防止灰尘进入数控罩内,漂浮的灰尘和金属粉末易引起元器件间电阻下降而出现故障甚至损坏原件。
3. 定时清扫数据柜的散热通风系统。
4. 数控系统的电网电压范围应维持在额定值的85%- 。
5. 定期更换存储器电池。
6. 数控系统长时间不用时,要经常给数控系统通电或进行温机程序。
03.刀架系统维护
1. 手动装刀时,要保证刀具安装到位,检查刀座上的锁紧装置是否可靠。
2. 严禁把超长、超重的刀头装入刀库,以免换刀时刀具与工件、夹具发生碰撞事故。
售后服务
自货物交付之日起,壹年内承担因产品本身质量问题的免费保修责任。